
The TIG (Tungsten Inert Gas) welding method is one of the inert atmosphere electrical welding techniques. This method uses an electric arc to melt a base metal by passing it via a tungsten electrode (or one of its legs), which does not participate in the fusion process due to its high fusion temperature. The metal of contribution, which is present if the spacing between the parts to be salted is more than about 1 mm, is injected into the area of the electrical arc in the form of bacchettes when operating manually and in the form of a filament when operating automatically.
The entire welding zone including the arc, the electrode, the molten base metal and the filler metal is immersed in an inert environment, consisting of argon gas, or helium or mixtures of the two: this fact prevents the oxidation of the welded joints by the atmosphere and thus allows the welding of particularly reactive materials.
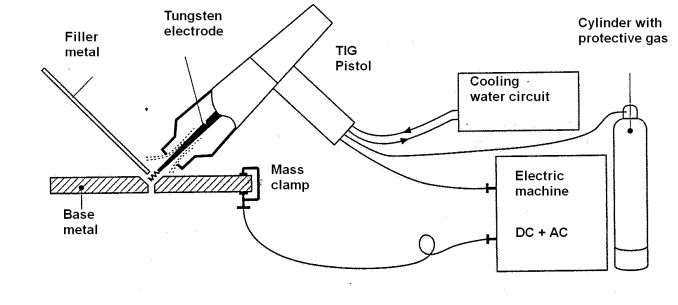
The equipment required for TIG welding is schematically illustrated in Figure 1. The tungsten electrode is contained in an electrode gun and emerges from it in the central part of a nozzle from which the protective gas escapes. The gun is connected to the electric machine (operating on both direct and alternating current) with a sheath containing the electric cable connecting the electrode, the protective gas supply pipe coming from a cylinder through a special pressure regulator and economizer (to limit its consumption), the pipes for the forced circulation of the cooling water of the gun itself.
The electric arc is produced by the passage of electric current through the ionized gas: it follows that the arc is crossed by positive ions that move towards the negative pole and by electrons that move in the opposite direction. If you operate in direct polarity (as in most cases), that is, with the electrode at the negative pole, the ion bombardment of the electrode increases its temperature and contributes to the emission of electrons with particularly low voltages and arc currents, which represents an advantage in the welding of thin thicknesses.
The best method to ignite the arc is the one that involves the use of a pilot spark, caused by a high voltage and frequency, which shells between the elèttrodo and the piece when they are at close range. The spark causes the ionization of the protective gas and the ignition of the arc. This high voltage is automatically eliminated a few seconds after the arc is switched on if it is welded in direct current, while it is kept superimposed on the welding current in the case of alternating current, so as to stabilize the arc, as described below. At the end of the welding, an automatic system progressively reduces the welding current until the arc is turned off, while the protective gas is delivered for a few seconds until the joint is completely solidified and the electrode is sufficiently cooled.
The constituent material of the electrode can be 99.5% pure tungsten, or tungsten with 1-2% thorium, or tungsten with 0.15-0.4% zirconium. The former are the cheapest and are used in less critical welds, due to the low current density and sensitivity to contamination by molten metal splashes. The latter has greater emissivity at the same temperature, so they allow to weld with lower currents, have a greater duration and greater resistance to contamination. They also form a more stable and more easily triggered arc. Thirds have intermediate characteristics between the first two, but are generally preferable by welding in alternating current.
Power supply
It has been said above that electrical machines for TIG welding have the possibility of delivering both direct and alternating current: the choice of the type of current depends essentially on the material to be welded.
- Direct current in direct polarity: the flow of electrons is directed towards the base metal, the thermal balance of the arc involves about 70% of the heat developed on the base metal. The arc is well concentrated, and penetration reaches its maximum value (within the framework of the TIG method). Since the electrode collects about 30% of the heat generated by the arc, it is not subjected to high-temperature increases, so under these conditions, it is possible to reach values of current density bearable by the pan electrode at about 60 A / mm2.
- Direct current in reverse polarity: the flow of electrons is directed towards the electrode and therefore the thermal balance of the arc is in favor of the electrode, which collects about 70% of the heat emitted: this involves a high overheating that forces the use of large diameter electrodes to dissipate this heat and places limitations on the maximum density of current obtainable (about 5 A / mm2) and obviously on penetration. In addition, 1’emission of electrons by the base metal creates a little concentrated arc. The only advantage in the use of this type of power supply would be the destruction of the layer of oxides that are formed in the case of welding magnesium and aluminum alloys thanks to the bombardment of positive ions. However, the minuses are predominant with respect to this advantage, so this power supply is practically not used.
- Alternate current: this case represents an intermediate situation between the previous two. In fact, the thermal balance of the arc involves 50% heat on the electrode and about 50% on the base metal. The penetration and concentration of the arc are intermediate between the two previous cases and so is the maximum current density that can be supported by the electrode (about 30 A/mm2). The destruction of the oxide layer occurs only in the semicycle where the electrode is positive. However, the use of alternating current creates arc stability problems. Three facts tungsten and base metal have different emissive power and this causes an unbalanced alternate current between one semicycle and another, with serious consequences on the stability of the arc. This fact is remedied by superimposing on the welding current a current with low intensity but with high voltage and frequency, in practice the same used to generate the pilot spark for the ignition of the arc.
Performance and fields of application
TIG welding is a very effective method that allows obtaining high-quality welds on almost all metal materials (with the exception of those with low melting temperatures such as tin, lead and zinc). In particular, it is very suitable for aluminum alloys (in which the possible formation of A1203, highly refractory would cause problems in the joint), magnesium and reactive materials such as titanium and zirconium.
It is particularly suitable for thin thicknesses since the strong emissivity of the tungsten electrode allows to maintain stable arcs with low currents (up to about 15-20 A). The use in the field of medium and large thicknesses is certainly possible, but the TIG method is not economically convenient compared to other methods (MIG and submerged arc) characterized by greater penetrations and hourly depositions.
The TIG process is an expensive welding method, both for the cost of machines and equipment, for that of the tungsten electrode, and, above all, for that of the gases used (argon or helium). It is generally reserved for the finest materials and/or the thinnest thicknesses. By welding with the TIG method, it is possible that the tungsten of the electrode contaminates the base metal, forming hard and fragile inclusions.
Photo by Benjamin Wedemeyer


