Molding consists, as can be seen in the figure, in forcing a solid metal alloy to stably fill a cavity made into two molds: these are then pressed against each other by means of presses or hammers. The cavity replicates the shape and size of the piece you want to achieve.
This operation is usually performed hot, to limit the forces necessary for plastic deformation and to take advantage of the most appropriate deformability of the material. The temperature varies from material to material. Molding processing is typical for large series productions, as the costs of the machines and equipment used are high.

The solid metal, usually a piece of laminated product or a rough one (coming from other plastic deformation processes), undergoes crushing and expansion and fills the various parts of the mold. When the mold is filled, the excess material escapes into a peripheral tank, called the slime channel, which, at a later stage of the production cycle, is removed.
One of the fundamental advantages of the molding process is the high mechanical strength of the pieces thus obtained, due to the crystalline structure. In fact, while the structure of a piece obtained by casting is characterized by randomly oriented grains, that of a molded piece maintains the fibrous structure of the laminated product from which it is obtained and these fibers tend to copy the shape of the piece itself. The fibers are nothing more than a schematization of the crystals, elongated in the direction of lamination.
A further advantage is that the isotropic compression action produced on the material by the walls of the mold induces greater compactness and the elimination of most of the internal defects (often, on the contrary, present in the castings).
The trend of the fibers in the molded material deviates all the more from the original direction the greater the local plastic deformation. It is important to keep in mind that the extent of the deformation is never constant in the various areas of the molded piece. In particular, the phenomena of friction of the material with the walls of the molds cause real dead zones (see figure).

These alterations in the uniformity of deformation adversely affect the mechanical strength characteristics of the workpiece. For this reason, we try to avoid them as much as possible, properly studying the shape of the intermediate blanks or trying to locate the dead zone in a point that will undergo machining with a machine tool.
From what has been said, it is clear that the essential problem in the study of molding is to ensure that the molds are completely filled. The factors that most influence the filling are:
- The deformability and creep resistance of the material. Poor deformability can cause breakage during the filling phase, while a high sliding resistance can favor dead zones inside the mold;
- Use of lubricants. These are used to reduce friction with the walls of the mold and to ensure constant sliding in the molds, as well as to reduce the wear of the molds themselves. The most used lubricants are colloidal graphite in an aqueous or oily suspension, mineral oil, graphite powder in oil;
- The temperature of the molds. The preheating of the molds improves the filling and decreases the force required for the molding operation. This is due to the fact that the surface layer of the material to be deformed does not undergo a sharp cooling in contact with the mold;
- The shape of the piece. The most difficult parts to print are those characterized by thin and long sections, as their low cooling modulus (volume/surface) significantly decreases the deformability of the material and its sliding capabilities.
The molding force
The calculation of the force necessary for the molding operation can be carried out in a relatively simple way in the simple case of compression between parallel planes. In the case, however, of closed molds, as happens in production practice, the problem is solved with the help of the computer with the finite element method.

A simplified method for the approximate calculation of the stamping force in the case of axial-symmetrical workpieces is as follows:
- The whole molded workpiece is considered as having a cylindrical shape of equal volume V;
- The average height hm is calculated from the volume and area of the section on the burr plane, including the section of the slime channel, At:

- The average deformation is therefore
 and the average deformation velocity is
and the average deformation velocity is  where v is the speed of the press or hammer;
where v is the speed of the press or hammer; - The average flow stress is calculated with the formula:
 where C and m depend on the material and temperature and are tabulated.
where C and m depend on the material and temperature and are tabulated.
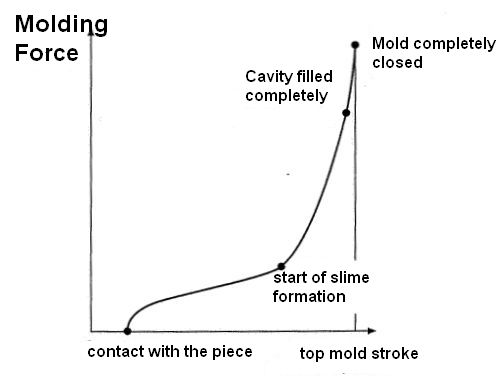
The total molding force is calculable as  where K is a coefficient that takes into account, with considerable approximation, the shape of the piece. It is given values 3-5 for simple forms without a slime channel, 5-8 for simple forms with a slime channel, and 8-12 for complex shapes. The trend of the molding force as a function of the stroke of the upper mold is the one represented in the figure.
where K is a coefficient that takes into account, with considerable approximation, the shape of the piece. It is given values 3-5 for simple forms without a slime channel, 5-8 for simple forms with a slime channel, and 8-12 for complex shapes. The trend of the molding force as a function of the stroke of the upper mold is the one represented in the figure.