Plastics have achieved such a spread that no commodity sector can now give up their use; the growing interest of companies to dispose of plastics providing more performance, it stimulates the research for processing techniques that allow to produce plastic materials capable of performance increasingly sophisticated and able to replace advantageously the traditional materials.
The processing of plastic materials are different depending on the plastic type.
Processing of thermosetting resins
In the processing of thermosetting resins, the reactions of polymerization are interrupted at an incomplete stage, so that the material can still be molded into the forming phase. The polymerization reactions come then completed with a subsequent heating until hardening is irreversible. We call polymerization reactions, or synthesis reactions, the processes through which the macromolecule is formed. These reactions can be of two types: chain polymerization (used, for example, for the formation of polyethylene) or polymerization stages (used, for example, for the formation of nylon).
The forming process can take place through two different ones molding techniques:
- direct compression molding: used for forming of phenolic, ureic and melamine resins. It is articulated in the phases of powder loading for molding, heating, compression, degassing and, finally, forming;
- transfer molding: it is a mixed forming system mixed between compression molding and injection forming as it is used for thermoplastic resins. It requires a more complex mold [fig. 1], with the matrix divided in two parts: a lower one in which the impression of the object to be formed is made and a upper one containing loading chamber for the molding powder.


Processing of thermoplastic resins
In the processing of thermoplastic resins, the reactions of polymerization are completed before forming and the molds are heated exclusively to make the material malleable.
The following types of forming are distinguished:
- immersion molding: used above all to make the protective coating of metal surfaces; it happens by immersing the object to be coated in the melted resin at 60 to 120 °C;
- casting molding: the fluid resin is cast inside of metal molds which, after cooling, come open to extract the finished objects;
- coating spreading: consists of spreading with special rolls the fluid resin onto the surfaces of support materials (like paper or fabrics); fake skins are obtained, conveyor belts etc .;
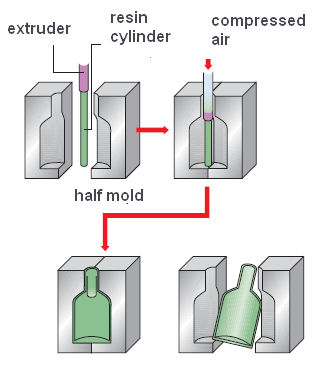
- blow molding [fig. 2]: used to produce hollow bodies (like bottles, drums, cylinders), it consists of dilating a certain portion of a cylindrical resin with a jet of air under pressure, until it adheres to the walls of one die; the production of cylindrical objects is made by preceding the blowing phase with an extrusion step for the production of the blow pipe. Blow molding is also used for production of some shells of certain types of helmet;
- injection molding: consists of injecting the pre-heated resin into a cold mold; with this procedure the desired shape can be obtained with great precision;
- decompression molding: it is used to obtain complex shapes (plates and sheets); the plastic sheet is heated by sucking the air through tiny holes made on the bottom of the mold until the sheet is completely adhered to the surface of the mold;
- extrusion forming: consists in passing through a die provided with shaped holes according to the profile to obtain the heated resin, to make it sufficiently fluid; with this technique tubes and bars are made;
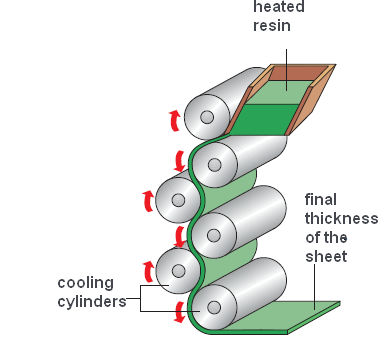
- rolling or calendering [fig. 3]: it is the system adopted to obtain continuous thin platess and sheets; it consists in passing the material through a series of hot rollers, which press the resin until it reaches the desired thickness of the finished sheets. With the lamination process, flat sheets are obtained with the process of calendering corrugated sheets;
- rotational molding: it is a technological process that makes it possible to produce hollow bodies in one piece without the need for welding. With this processing, you obtain items that are not available of internal tensions and with uniform thickness. The particularity of this technique consists in the fact that the mold rotates according to two axes: a primary one, with a fixed direction, and a secondary one, with a variable direction. Thanks to the two movements the polymer invests all the internal surfaces of the mold, which, once heated in the oven, melt the polymer that adheres over it by covering them. Large objects can also be printed with very complicated contours.